
Линија за екструзију валовитих цеви велике брзине PE PP (PVC)










Опис
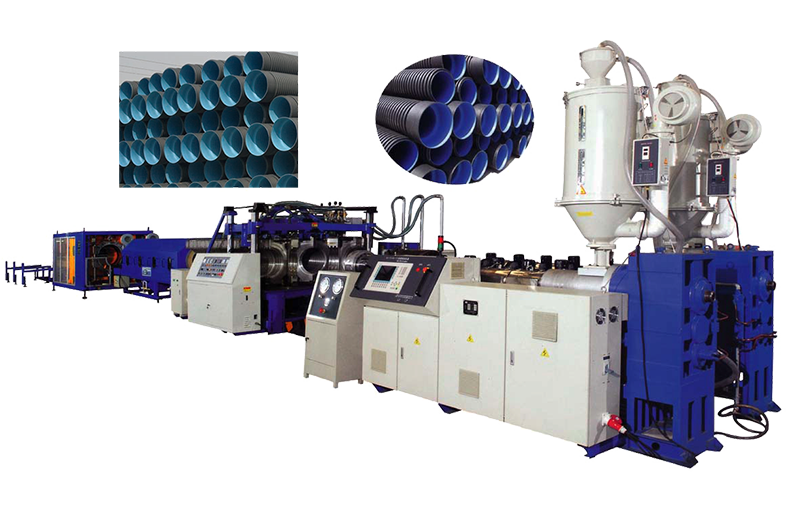
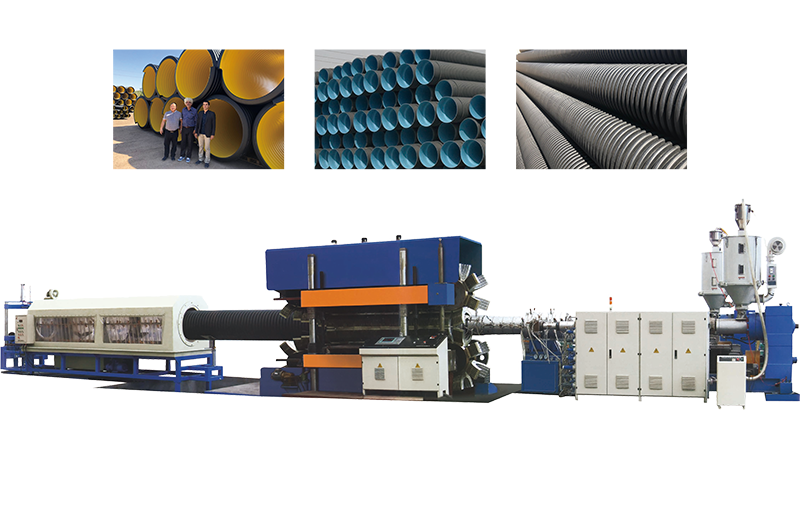
Машина за производњу пластичних валовитих цеви користи се за производњу пластичних валовитих цеви, које се углавном користе у градским одводњаваним системима, канализационим системима, пројектима аутопутева, пројектима наводњавања пољопривредних земљишта, а могу се користити и у пројектима транспорта хемијских течности у рударским рудницима, са релативно широким спектром примене. Машина за производњу валовитих цеви има предности високог учинка, стабилне екструзије и високог степена аутоматизације. Екструдер се може пројектовати према посебним условима материјала корисника, као што су ПЕ, ПП или ПВЦ. Линија за екструзију ПЕ, ПП двослојних валовитих цеви користи нови тип високо ефикасног једнослојног/двослојног екструдера. Машина за ПВЦ валовите цеви користи велики равни двослојни или конусни двослојни екструдер. Са једним и два слоја по избору. За производњу двослојних валовитих цеви постоје две врсте,хоризонтална линија за екструзију валовитих цеви са двоструким зидомивертикална линија за екструзију двослојних валовитих цеви.
Ток процеса
Сировина → Мешање → Вакуумски додавач → Сушач пластичног бункера → Екструдер → Калуп за екструдирање → Калуп за обликовање → Водено хлађење Машина за обликовање → Резервоар за воду за прскање → Машина за сечење → Слагач
Карактеристике и предности
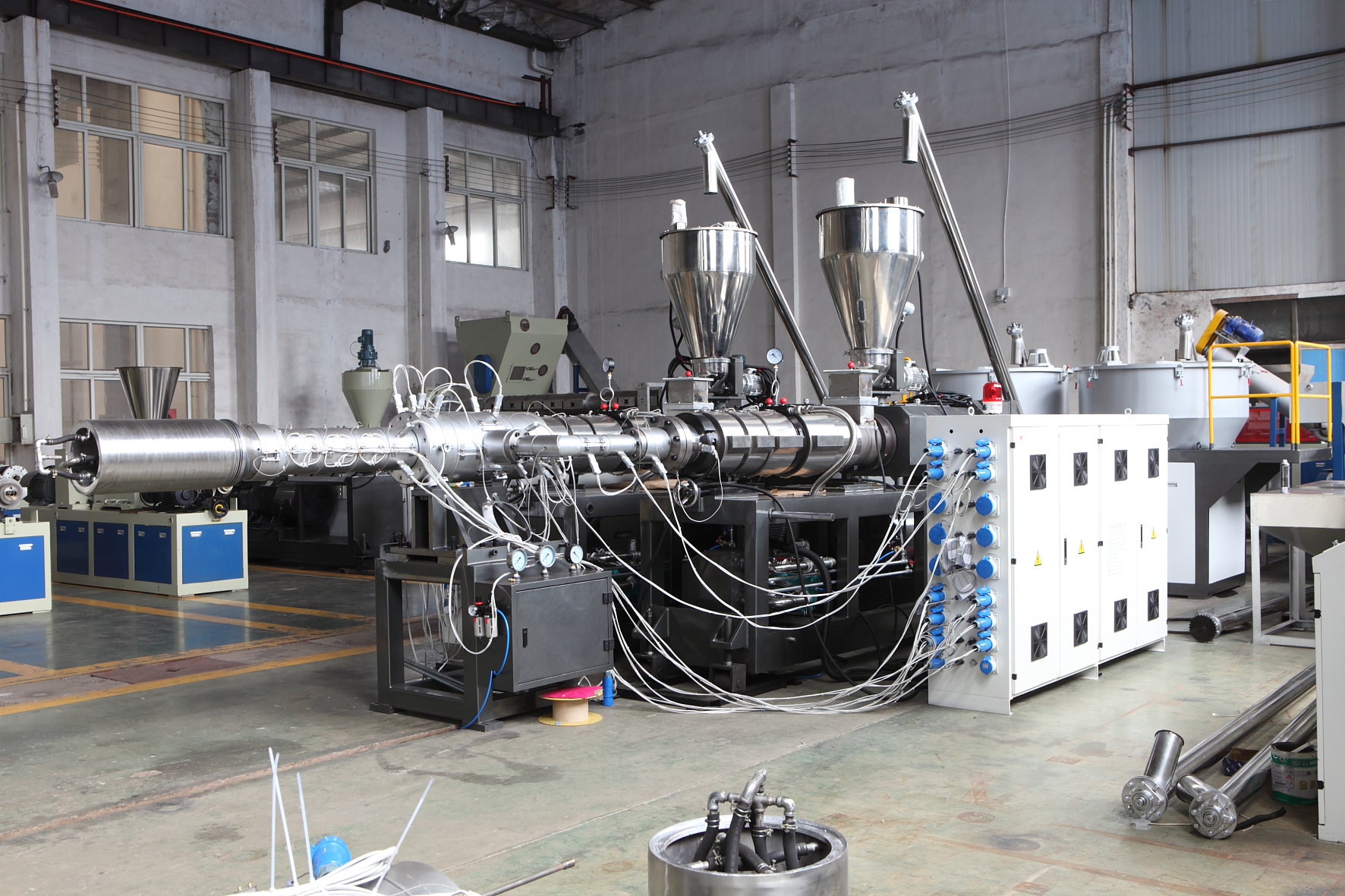
1. HDPE користи нови тип високоефикасног екструдера са једним/двоструким завртњем, а PVC користи велики равни двоструки или конусни двоструки екструдер. Велики конусни двоструки завртњи екструдер или паралелни двоструки завртњи екструдер могу остварити одличну пластификацију на ниској температури и стабилну екструзију.
2. Метода хлађења модула је присилно водено хлађење, што значајно побољшава брзину хлађења модула, како би се постигла велика брзина производње.
3. Линија валовите цеви, такође названа линија машине за двослојне валовите цеви, може да оствари онлајн спајање како би се осигурало да различита својства формиране цеви испуњавају стандарде.
4. Увезени вентил за подешавање односа подешава притисак формирања стабилно и поуздано.
5. Хоризонтални коругатор
6. Радна плоча је тродимензионално подесива.
7. Аутоматски систем заштите се покреће и враћа се у радно стање када се искључи напајање.
8. Аутоматска станица за подмазивање
9. Блокови калупа су направљени од посебне легуре алуминијума и одликују се малом тежином, високом чврстоћом, добром отпорношћу на хабање и малим коефицијентом термичког ширења.
10. Хлађење ваздухом и хлађење водом за добро хлађење валовитих калупа који брзо формирају цеви.
11. Машина за сечење валовитих цеви има предности високе прецизности и без прашине.
12. Комплетна линија усваја PLC микро-рачунарски систем управљања који може визуелно да приказује температуру и притисак топљења, брзину обликовања, аларм за грешку, а такође има и капацитет складиштења основног процеса.
Детаљи

Једношрафни екструдер за ПЕ/ПП
На основу односа L/D од 33:1 за дизајн завртња, развили смо однос L/D од 38:1. У поређењу са односом 33:1, однос 38:1 има предност од 100% пластификације, повећава излазни капацитет за 30%, смањује потрошњу енергије до 30% и постиже готово линеарне перформансе екструзије. Усвојите однос L/D од 38:1 за завртњеви материјал и L/D од 33:1 за рециклирани материјал.
Сименсов екран осетљив на додир и ПЛЦ
Примените програм који је развила наша компанија, потребно је да систем унесете енглески или друге језике.
Спирална структура бурета
Део за храњење буради користи спиралну структуру, како би се осигурало стабилно довод материјала и повећао капацитет храњења.
Специјални дизајн завртња
Шраф је дизајниран са посебном структуром како би се осигурала добра пластификација и мешање. Нерастопљени материјал не може да прође кроз овај део шрафа.
Керамички грејач са ваздушним хлађењем
Керамички грејач обезбеђује дуг радни век. Овај дизајн је направљен да повећа површину контакта грејача са ваздухом. Ради бољег ефекта хлађења ваздухом.
Висококвалитетни мењач
Тачност зупчаника треба да буде обезбеђена на нивоу 5-6 степена и нижа бука испод 75dB. Компактна структура, али са високим обртним моментом.
Конусни двоструки вијчани екструдер за ПВЦ
И конусни двопужни екструдер и паралелни двопужни екструдер могу се применити за производњу ПВЦ-а. Са најновијом технологијом, смањује се потрошња енергије и осигурава се капацитет. Према различитим формулама, нудимо различите дизајне шрафова како бисмо осигурали добар ефекат пластификације и висок капацитет.

Екструзиони калуп
И спољашњи и унутрашњи слој се екструдирају унутар главе за нарезивање. Сваки канал за проток материјала унутар главе за нарезивање је равномерно постављен. Сваки канал је након термичке обраде и полирања огледалом како би се осигурао глатки проток материјала. Такође, глава за нарезивање обезбеђује компримовани ваздух између оба слоја. Калибрациона чаура се користи за хлађење унутрашњег слоја како би се формирала глатка и равна цев унутра. Вода под притиском тече унутар калибрационе чауре ради доброг ефекта хлађења. Вакуум се ствара на површини калибрационе чауре приликом производње цеви великог пречника, осигуравајући округлост унутрашње цеви.
Формирање калупа
ЦНЦ обрада обезбеђује тачне димензије. Вакуумски ваздушни канал и канал за хлађење водом са великим попречним пресеком протока обезбеђују стабилан, висококвалитетан и ефикасан производни рад. Материјал модула је легура алуминијума високе чврстоће, са високом топлотном проводљивошћу, високом тврдоћом и високом отпорношћу на хабање. Структура модула усваја интегрисани процес ливења под притиском, са гушћом текстуром и већом термичком стабилношћу. Унутрашња површинска обрада модула побољшава чврстоћу и тврдоћу модула, што је погодније за савршено формирање таласа. Калуп користи ЦНЦ обраду како би се осигурала његова тачност и гладак рад.


Машина за обликовање са воденим хлађењем
Машина за обликовање са воденим хлађењем се користи за постављање и померање валовитог калупа, ствара се вакуум да би се спољашњи слој апсорбовао у валовити калуп и формирао валовити облик. Померањем валовитог калупа, цев се такође извлачи из коругатора.
Аутоматски систем за подмазивање
Аутоматско подмазивање зупчаника како би се валовити калуп кретао глатко.
Зупчаник мењача
Зупчаста летва се налази на врху валовитог калупа. Све зупчасте летве су након нитрирања и термичке обраде отпорне на продужено хабање.
Горњи систем за подешавање
Електронски подесите горњи оквир за различите величине валовитог калупа. Са четири стуба, осигурава стабилно и прецизно подешавање.
Систем за подешавање затегнутости
Да бисте подесили интензитет кретања калупа, учините да се калуп креће глатко.
Пропорционални вентил
Да би се ваздух стабилније и прецизније контролисао, да би се формирао добар облик цеви и утичнице.
Систем за хлађење калупа
Са системом за хлађење водом и системом за хлађење ваздухом, ради бољег ефекта хлађења, доброг и брзог формирања цеви.
Резервно напајање UPS-а
У случају нестанка струје, резервно напајање из UPS-а ће напајати машину за набирање како би се цев извукла из калибрационе чауре. Да би се избегло заглављивање цеви на калибрационој чаури након хлађења и скупљања цеви.
Резервоар за расхладну воду за прскање
Резервоар за хлађење се користи за додатно хлађење цеви.
Помоћно одвозно средство
Са помоћним уређајем за извлачење, и вучни уређај је флексибилан. За даље вучење цеви.
Квалитетна млазница за прскање
Квалитетне млазнице за прскање имају бољи ефекат хлађења и не зачепљују се лако нечистоћама.
Филтер резервоара за воду
Са филтером у резервоару за воду, како би се избегле велике нечистоће када уђе спољашња вода.


Машина за сечење валовитих цеви
Машина за сечење валовитих цеви је високе прецизности и без прашине.
Алуминијумски стезни уређај
Користите алуминијумски стезни уређај за различите величине цеви. Свака величина има свој стезни уређај, нема потребе за променом централне висине када се користе цеви различитих величина.
Систем синхронизације
Станицу за сечење покреће мотор и инвертор. Током процеса сечења, станица за сечење се креће синхроно са коругатором како би се избегла деформација цеви.
Сечење двоструким ножем
Са два ножа која се секу заједно, како би се осигурало да је крајњи део чауре потпуно одсечен.
Слагач
За подупирање и истовар цеви. Дужина слагача се може прилагодити.
За подупирање и истовар цеви. Дужина слагача се може прилагодити.
Да бисмо глатко померали валовиту цев на слагачу, на површину слагача наносимо цео нерђајући челик.
За намотавање цеви у ваљак, лако за складиштење и транспорт. Обично се користи за цеви испод 110 мм. Постоји једна или две станице за избор.

Технички подаци
| Модел | Величина цеви (мм) | Екструдер | Излаз (кг/х) | Брзина (м/мин) | Укупна снага (KW) | Калуп (парови) | Систем хлађења |
| СГБ250 | 90-250 | СЈ65 СЈ75 | 300 | 1-4 | 150 | 48 | Ваздушно хлађење и водено хлађење |
| СГБ500 | 200-500 | СЈ75 СЈ90 | 600 | 1-4 | 200 | 40 | Ваздушно хлађење и водено хлађење |
Сродни производи
-

Високопроизводни конусни двоструки вијчани екструдер
Карактеристике Конусни екструдер са два вијка серије SJZ, такође назван ПВЦ екструдер, има предности као што су присилна екструда, висок квалитет, широка прилагодљивост, дуг радни век, ниска брзина смицања, тешко разлагање, добар ефекат мешања и пластификације и директно обликовање прашкастог материјала итд. Дугачке процесне јединице обезбеђују стабилне процесе и веома поуздану производњу у многим различитим применама, користе се за екструзионе линије ПВЦ цеви, екструзионе линије ПВЦ валовитих цеви, ПВЦ ВПЦ ...
-

Високо ефикасан екструдер са једним вијком
Карактеристике Једнопужни екструдер за пластику може да обрађује све врсте пластичних производа, као што су цеви, профили, лимови, плоче, панели, плоче, навоји, шупљи производи и тако даље. Једнопужни екструдер се такође користи за гранулацију. Дизајн једнопужног екструдера је напредан, производни капацитет је висок, пластификација је добра, а потрошња енергије је ниска. Ова машина за екструдер користи тврду површину зупчаника за пренос. Наша машина за екструдер има много предности. Такође...
-

Линија за екструзију високопроизводних ПВЦ пенастих плоча
Примена Производна линија од ПВЦ пене се користи за производе од ВПЦ-а, као што су врата, панели, плоче и тако даље. ВПЦ производи су неразградиви, не деформишу се, отпорни су на оштећења од инсеката, имају добре ватроотпорне перформансе, отпорни су на пуцање и не захтевају одржавање итд. Процесни ток Пуњач за миксер → Јединица за мешање → Пуњач за екструдер → Конусни двоструки пуњач → Калуп → Калибрациони сто → Посуда за хлађење → Машина за извлачење → Машина за сечење → Сто за пребацивање → Инспекција готовог производа и...
-

Високопроизводна екструзија ПВЦ (ПЕ ПП) и дрвених панела...
Примена Производна линија за зидне панеле од WPC-а користи се за производе од WPC-а, као што су врата, панели, плоче итд. Производи од WPC-а су неразградиви, не деформишу се, отпорни су на оштећења од инсеката, имају добре ватроотпорне перформансе, отпорни су на пуцање и не захтевају одржавање итд. Ток процеса: Пужни утоваривач за мешалицу → Јединица за мешање → Пужни утоваривач за екструдер → Конусни двоструки пужни екструдер → Калуп → Калибрациони сто → Машина за извлачење → Машина за сечење → Сто за окретање → Контрола и паковање готовог производа...
-

Линија за екструзију ПВЦ профила високог учинка
Машина за производњу ПВЦ профила се користи за производњу свих врста ПВЦ профила као што су профили за прозоре и врата, ПВЦ жичане канале, ПВЦ корита за воду и тако даље. Линија за екструзију ПВЦ профила се назива и машина за израду ПВЦ прозора, машина за ПВЦ профиле, машина за екструзију ПВЦ профила, машина за израду ПВЦ профила и тако даље. Ток процеса: Пужни утоваривач за мешалицу → Јединица за мешање → Пужни утоваривач за екструдер → Конусни двоструки пужни екструдер → Калуп → Калибрациони сто → Машина за извлачење → Машина за сечење → Скидач...
-
Остале линије за екструзију цеви на продају
Машина за производњу цеви од пластике са скелетом од челичне жице Технички датум Модел Распон цеви (мм) Брзина линије (м/мин) Укупна инсталациона снага (кw LSSW160 中50- φ160 0,5-1,5 200 LSSW250 φ75- φ250 0,6-2 250 LSSW400 φ110- φ400 0,4-1,6 500 LSSW630 φ250- φ630 0,4-1,2 600 LSSW800 φ315- φ800 0,2-0,7 850 Величина цеви HDPE пуна цев Цев од пластике са скелетом од челичне жице Дебљина (мм) Тежина (кг/м) Дебљина (мм) Тежина (кг/м) φ200 11,9 7,05 7,5 4,74 ...
-
Високо ефикасна линија за екструзију ППР цеви
Опис Машина за ППР цеви се углавном користи за производњу ППР цеви за топлу и хладну воду. Линија за екструзију ППР цеви састоји се од екструдера, калупа, резервоара за вакуумску калибрацију, резервоара за распршивање хлађења, машине за извлачење, машине за сечење, слагача и тако даље. Машина за екструдер ППР цеви и машина за извлачење усвајају фреквентну регулацију брзине, машина за сечење ППР цеви усваја метод сечења без чипова и ПЛЦ контролу, сечење фиксне дужине, а површина сечења је глатка. ФР-ППР ППР цев од стаклених влакана састоји се од три...
-

Линија за екструзију ПВЦ цеви високог учинка
Машина за израду ПВЦ цеви се користи за производњу свих врста УПВЦ цеви за водоснабдевање и одводњавање у пољопривреди, водоснабдевање и одводњавање у зградама и полагање каблова итд. Машина за производњу ПВЦ цеви производи цеви у распону пречника: Φ16мм-Φ800мм. Цеви под притиском Снабдевање водом и транспорт Цеви за наводњавање у пољопривреди Цеви без притиска Канализациона поља Одводњавање воде у зградама Кабловски цеви, цевоводне цеви, такође познате као машина за израду ПВЦ цевоводних цеви Процес Проток Пужни утоваривач за мешалицу→ ...
-

Линија за екструзију ПЕ цеви велике брзине и високе ефикасности
Опис Машина за производњу HDPE цеви се углавном користи за производњу пољопривредних цеви за наводњавање, дренажних цеви, гасних цеви, цеви за водоснабдевање, цеви за кабловске цеви итд. Линија за екструзију PE цеви састоји се од екструдера за цеви, калупа за цеви, јединица за калибрацију, резервоара за хлађење, одводног механизма, секача, слагача/мотача и свих периферних уређаја. Машина за производњу HDPE цеви производи цеви пречника од 20 до 1600 мм. Цев има неке одличне карактеристике као што су отпорност на топлоту, отпорност на старење, висока механичка чврстоћа...



